当前位置:
当前位置: 铸铁平台缺陷通过检验分析并改进
 发布时间:2018-10-20
发布时间:2018-10-20铸铁焊接平台缺陷通过检验分析并改进:
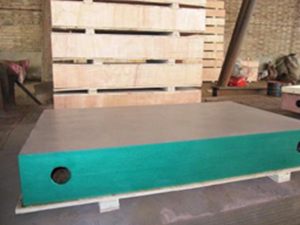
一般铸铁平台铸件缺陷是经过检验得知,查找并分析原因,及时采取措施,以减少量具铸件缺陷的产生。铸铁焊接平台先加工基准面:零件在加工过程中,作为定位基准的表面应首先加工出来,以便尽快为后续工序的加工提供精基准。钳工工作台称为“基准先行”。
铸铁焊接平台加工质量要求高的表面,都划分加工阶段,一般可分为粗加工、半精加工和精加工三个阶段。主要是为了加工质量;试验平台有利于合理使用设备;便于安排热处理工序;以及便于时发现毛坯缺陷等。
铸铁焊接平台先孔后面,对于方箱体、焊接平台支架和连杆等零件应先加工平面后加工孔。这样就可以以平面定位加工孔,平面和孔的位置精度,而且对平面上的孔的加工带来方便。铸铁焊接平台主要表面的光整加工机床铸件(如珩磨、研磨、精磨等),应放在工艺路线后阶段进行,以免光整加工的表面,由于工序间的和安装而受到损伤。
铸铁焊接平台铸件毛坡 经过充分冷却才能扒出铸型,一般要求不小于3h。如果时间过短,会发生表面激冷而使硬度较高造成切削困难。压力机垫板铸铁焊接平台铸件较大时可能会产生热裂、铸铁平台铸件内应力较大,易造成变形而影响铸铁焊接平台铸件外形尺寸。
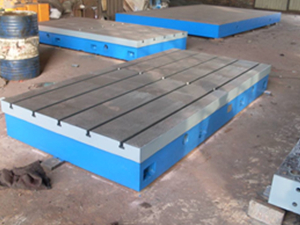
对于通用型铸铁焊接平台,数控等高垫板一般台面为整体式的平整面或者带有定位凹槽的平面。该结构简单,但是无法适应各种形状多变的工件,对的焊接位置安装定位困难,操作人员施焊技术难度大。这里将整体式台面 换为由两部分组装而成的结构,分别为固定焊台和可调焊台。可调焊台的仰角可调节,铸铁平台进而可以实现对多种复杂形状的焊件进行安装和定位,以施焊调节,减轻操作强度,提 。
焊件在焊接前 、稳固的安装在台面上,钳工工作台在受到焊接应力或者其它作用力时工件不能产生位移,否则将会影响焊接的正常进行和焊接质量。对于工件的夹紧,在两部分台面上分别开设长槽孔,配合螺栓1、试验平台压板2和锁紧螺母4能方便的对工件3进行安装和定位。工作时将工件的带固定部分放置于焊台和压板之间,通过螺栓连接将工件夹紧。
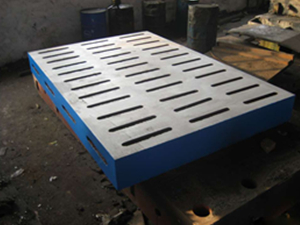
对于高度的调整,考虑到结构的 性和操作性,选用类似螺旋千斤顶结构;依靠锁紧螺母和螺旋副的自锁特点可以使调节后的高度保持不变。焊接平台工作过程中,转动高度调整手轮12,通过调节杆8带动锥齿轮6转动,进而使安装于高度调整丝杆的锥齿轮5转动,从而实现底座上下移动,实现高度的调整。在高度调整好之后,通过锁紧螺母14锁住调整后的高度,从而获得适宜的高度位置。机床铸件高度调节范围为400mm-1000mm。
为铸铁焊接平板台面的平面度和刚性,选择厚度为10mm的钢板作为台面的基本材料。底座和固定支架等分别采用槽钢,以焊接台的强度和刚度要求。整个机架重量40kg,预支撑的大重量100kg。压力机垫板整个焊接台主要由:固定支架、底座、固定焊台,可调焊台、高度调整装置、角度调整装置等几部分组成。
热销产品
Product













备案号:冀ICP备14007559号-3
Copyright © 2018 - 2019 国晟机械 All Right Reserved.