当前位置:
当前位置: 铸铁平台机床床身铸件结构特点和加工工艺
 发布时间:2018-11-12
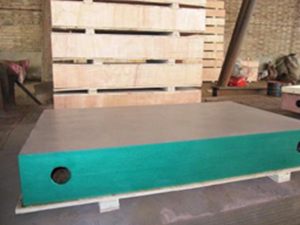
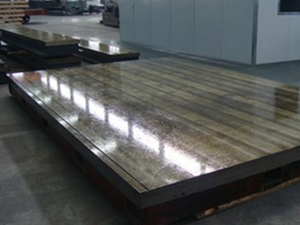
发布时间:2018-11-12铸铁平台机床床身铸件结构一般为箱体结构,合理布置床身的肋板可以提高静刚度,纵向肋板能提高机床立柱的抗弯和抗扭刚度,提高抗扭刚度效果 为显著;对角线斜置肋板和对角线交叉肋板对提高立柱的刚度 为。车床的床身截面,床身导轨倾斜布置,了排屑条件;钳工工作台同时截面形状采用封闭式箱体结构,从而加大了机床床身截面的外轮廓尺寸,使机床床身铸件具有很高的抗弯、抗扭刚度。
机床床身铸件的加工工艺直接影响的产品质量,河北选用树脂砂造型,模具一般是金属模具木型模具,少量使用消失模模具。以木型模具居多。木型模具的芯盒因制造周期短、试验平台费用低、重量轻,单木材易变形,适合小批量生产,广泛使用。木质芯盒分为整体式芯盒、可拆式芯盒、脱落式芯盒、对开式芯盒。整体式芯盒是不可拆卸的,一面敞口,用于填砂,适用于拔模斜度大,外形简单,高度较矮的大型机床铸件的砂芯。焊接平台可拆式芯盒可以按规定的要求拆开。我公司生产铸铁平台
大型机床床身铸件为增加芯盒强度,减少变形,芯盒外侧需用加强带加固。制造床身铸件的砂芯时,可拆的侧壁用紧固件或者扣紧装置紧固。脱落式芯盒内侧放4块活板,活板内侧是直面,机床铸件外侧紧贴芯盒内侧是两个方向相反的斜面。这样不拆开芯盒就能把不带拔模斜度的卧式加工铸件的芯子一起取出,避免损坏砂芯。对开式芯盒由两个半芯盒组成,制芯时,两半芯盒用定位销定位,并用紧固装置紧固。
同样机床床身铸件消失模浇注位置也很重要,尽量遵循以下原则,压力机垫板尽量立浇、斜浇,避免大平面向上浇注,以金属有 的上升速度, ,浇注位置应使金属和机床铸件模样热解速度相同,防止浇注速度慢或出现断流现象,引起塌箱紊流缺陷。第三,模样在沙箱中的位置应有利于干砂填充,尽量避免水平面和水平向下的盲孔。第四,重要加工面处在下面或侧面,顶面 好是非加工面。第五,浇注位置还应有利于多层床身铸件的排列,数控等高垫板在涂料和干砂填充紧实的过程中,方便支撑和搬运,使模样某些部位可能加固,防止变形。我公司生产消失模机床铸件,外观 加美观,材质 加。
热销产品
Product













备案号:冀ICP备14007559号-3
Copyright © 2018 - 2019 国晟机械 All Right Reserved.