当前位置:
当前位置: 国晟铸铁平台床身铸件的浇注工艺
 发布时间:2018-06-09
发布时间:2018-06-09
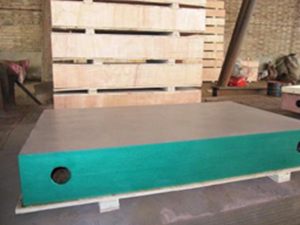
铸铁平台床身铸件材质均为 细腻的灰口铸铁HT200-HT300, 的配比, 高的抗拉抗弯强度,..
铸铁平台床身铸件材质均为 细腻的灰口铸铁HT200-HT300,的配比, 高的抗拉抗弯强度,使您购买无后顾之忧。床身铸件 流行的热处理工艺,使铸件的应力变形减少到 小度。钳工工作台使用 趋于稳定。
实型铸造主要以浇注床身铸件,大型灰铁铸件及球墨铸件为多。试验平台根据床身铸件结构形状的复杂程度及壁厚差异,灵活设置浇注系统。焊接平台通常采用底注式或阶梯式浇注系统,它可使金属液流动均匀,避免死角、平稳充型、热场分布均匀,已引导残渣浮入冒口。要实现均衡凝固原则,机床铸件大多采用暗冒口离开热节,但不远离热节和居高临下的放置原则,并起到局部区域的集渣、透气的作用。浇注系统的内浇道、横浇道、直浇道截面面积要比普通砂型大20﹪-30﹪,便于裂解ESP模样和充型压力机垫板。
实型铸造浇注床身铸件浇注温度要比普通砂型高30-50℃,数控等高垫板薄壁球墨铸件可以提高80﹪。
浇注速度,铸铁平台流股采用一慢一块、切记流股中断,快浇注是切不可使浇口杯外溢。
浇注时间根据床身铸件大小、形状结构、焊接平台砂箱的放置(平放、斜放)而定。
浇注时的环境保护,机床铸件由于ESP模样和呋喃树脂自硬砂在高温金属液作用下裂解、汽化、产生大量黑烟和刺激的废气,恶化了铸造车间工作环境,尤其是将砂箱顶面及周边出气孔点燃物废气燃烧产生细小黑烟(即泡沫燃烧)弥漫车间,故 采用吸排风扇将其吸入废气净化装置或将废气导入二级水池。
热销产品
Product













备案号:冀ICP备14007559号-3
Copyright © 2018 - 2019 国晟机械 All Right Reserved.