当前位置:
当前位置: 铸铁平台划线平台精度测量方法和精度刮研方法
 发布时间:2018-12-10
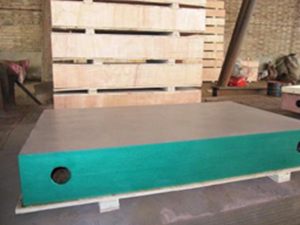
发布时间:2018-12-10铸铁平台划线平台适用于各种钳工划线工作,精度测量用的基准平面,划线平台主要用于机械工件检验,工件测量的基准面,检查工件的尺寸精度或行为偏差,并作钳工划线使用,在机械制造检验中也是的基本平面量具。钳工工作台用于机械、发动机的动力实验,设备调试,具有较好的平面稳定性和韧性,表面带有T型槽,可以用来固定实验设备。
划线平台直接测量法是直接获得平面各点偏差值或直接评定平面度误差值。这种测量方法可直接线值结果,因此也叫线差法。试验平台属于这类测量方法的有刀口直尺或平尺的垫塞法、标准划线平台的打表法、激光准直仪测量法。划线平台平面度的检定方法有两类:直接测量法和间接测量法。
划线平台平面度间接测量法是利用水平仪或自准自仪在被测平面若干个测量截面上,以节距法进行测量,各被测点相对于测量基准(水平面或光轴直线)焊接平台的倾斜脚度,在取得结果时,将角值表示的量值换算为以线值表示的量值。这种方法从仪器中读得的数值是角度值,因此也叫角差法。属于这类方法的有水平仪法和自准直仪法。
在测量划线平台的外表平行度时,要先把划线平台放置调整到水平方位,而水平仪是划线平台找水平的检测工具!用水平仪,来测量划线平台的平面度,机床铸件或铸铁平尺的直线度,须先将测量面调整水平。但是,怎么调平才算合格,这篇文章试做剖析。
一般的做法是用分度值为0.02mm/m的水平仪,先将铸铁划线平台测量面“大致”调平,再测量。但是,在比较中发现,假如利用分度值小的电子水平仪的零位(分度值小到0.001mm/m,因为太灵敏,不适合调平),压力机垫板做进一步的“准确”调平,测量面将 趋于水平,测量精度也相应提高。
划线平台的精度消失以后应该重新刮研,在刮研全过程中,一般都要经历粗刮、细刮、精刮3个阶段。
划线平台精刮阶段:精刮是在细刮基础上进行的,精刮的任务是进行提高刮研表面质量,兼顾、核定形位误差。精刮要磨好平面刮刀,数控等高垫板要锋利,落刀要稳要轻,特别要避免刀角划伤表面,精刮刀迹宽5~7mm,甚至窄短,视刮削平面大小而变化。刀迹建议采用左扭转法或右扭转法,刮削时用力宜小,刮花则例外。当黑点增加到每任意方20~25点时,即精刮结束,平板平面度应为0.01mm/500mm2以下,表面粗糙度为Ra0.8~Ra1.6铸铁平台。
划线平台粗刮刀迹要宽大、要大刀阔斧地进行。对每个点只刮一次不刮次。刀迹方向是同方向顺次排列,每轮变换一次。经过反复循环不断刮研,黑点由变稠密,由不均匀分布至均匀分布,当任意刮方(25mm×25mm)达到4~6点时,钳工工作台表面粗糙度达到Ra2.5~Ra3.2时即告粗刮阶段中止。
划线平台细刮阶段:细刮在粗刮基础上进行。细刮的任务主要解决表面质量问题,即接触精度、几何精度(平面度达到0.01mm/500mm2)、表面粗糙度(Ra1.6~Ra3.2),同时还要兼顾到形位误差。细刮的刀迹宽为6~8mm,长10~12mm,刀迹建议采用直推加扭转法,正“6”块反“6”块刀迹较好,当任意刮方达到试验平台10~12点时细刮阶段即告中止。
检验铸铁平台是为生产车间或计量部门做测量用的基准平面;而划线平台是为生产中做划线用的基准平面。虽然这两种平台都是基准平面,但是它们的加工方法、平面精度、功能作用是不同的.于涂色法的检验平台工作面需刮研;焊接平台其他用途的划线平台工作面需刮、磨或研;划线平台工作面抛光即可。由此可见检验铸铁平台的平面于划线平台。检验铸铁平台在涂色法检测工件平直度或作为检验工作的辅助工具实现各种测量时起到了基准定位面作用;机床铸件划线平台在划线工作中起到了基准面作用。
- 上一篇:铸铁平台厂家分享如何才能获得高碳当量高强度
- 下一篇:铸铁平台的工作条件及结构特点
热销产品
Product













备案号:冀ICP备14007559号-3
Copyright © 2018 - 2019 国晟机械 All Right Reserved.